
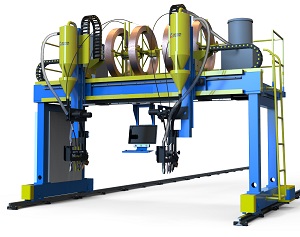
Установка для сварки двутавровой балки портального типа


После предварительной сборки балки на сборочном стане балка подается на участок сварки.
Портальная установка - это специальное оборудование для сварки двутавровых балок, коробчатых балок и др. Такая установка может сваривать под флюсом одновременно два сварных шва или более.

Балка с помощью крана подается на сварочный стапель для сварки в лодочку. Стапель представляет из себя сварную V – образную конструкцию, с углом развала 45 градусов. Обычно в линии под сварочным порталом устанавливается сразу два стапеля, на которые укладываются предварительно собранные двутавровые балки. На один стапель может укладывается до нескольких балок, если позволяет площадь цеха.
Сварочный портал движется вдоль стапелей с балками по рельсам. Портал оснащен двумя сварочными источниками сварки, что позволяет за один проход проваривать сразу два шва по одному на каждой балке. После первого прохода балки кантуются в стапеле на 45 градусов, и проваривается второй шов. Затем балка с помощью крана поворачивается вокруг своей оси на 180 градусов и проваривается третий шов. Соответственно после кантования ее еще на 45 градусов варится последний шов.
 Перемещение портала осуществляется двумя электродвигателями переменного тока с червячными редукторами. Плавная регулировка скорости движения портала достигается при помощи инвертора переменного тока со стабильной скоростью, цифровым отображением линейной скорости и высокой надежностью.
Перемещение портала осуществляется двумя электродвигателями переменного тока с червячными редукторами. Плавная регулировка скорости движения портала достигается при помощи инвертора переменного тока со стабильной скоростью, цифровым отображением линейной скорости и высокой надежностью.Сварочные каретки перемещаются по зубчатой рейке от электропривода от двигателя постоянного тока с плавным регулированием. Вертикальный ход стоики каретки осуществляется за счет электропривода. Каретки применяются для позиционирования сварочных головок.
Сварочные головки оснащены надёжной механической системой отслеживания сварного стыка.
Концевые выключатели установлены на всех подвижных элементах установки, таких как, сам портал, сварочная головка, каретка сварочной головки. Они обеспечивают отключение двигателей при достижении механизмом крайнего положения. Это обеспечивает безопасную и надежную эксплуатацию оборудования;
Расположение в линии: Портальная сварочная установка может располагаться в линии совместно со станом для сборки балки серии и cтанком для правки грибовидности. Все операции по кантовке балки происходят при помощи цехового крана.
Предустановка режимов сварки осуществляется с блоков управления сварочными автоматами. Возможна корректировка всех параметров во время процесса сварки. Блок управления и источники для сварки под флюсом установлены на портале и перемещаются вместе с машиной, поэтому кабеля управления установкой и сварочные кабеля короткие, что дает хорошую обратную связь, быструю скорость отклика, отсутствие падения напряжения и стабильный сварочный ток.

Технические характеристики:
- Ширина полки - 130-800 мм
- Высота стенки: 200-1800 мм
- Ширина колеи: 5000 мм
- Диаметр электродной проволоки: 3-5 мм
- Привод - двусторонний
- Источник для сварки под флюсом - 1250A × 2
- Мощность частотного преобразователя перемещения портала - 2,2 кВт
- Мощность электродвигателя перемещения портала - 0,75×2 кВт
- Мощность электродвигателя вертикального перемещения сварочных головок 0,75×2 кВт
- Мощность системы рекуперации флюса 3×2 кВт